













Key Similarities Between Steel Wire Ropes for Cranes and Ships
I. Unity in Structural Mechanics and Material Basis
The core construction of both types of wire ropes is based on the optimized balance of the contradictory requirements of high strength and high flexibility, and their implementation paths are highly similar.
1.1. Multi-stage Helical Structure and Load Dispersion Mechanism
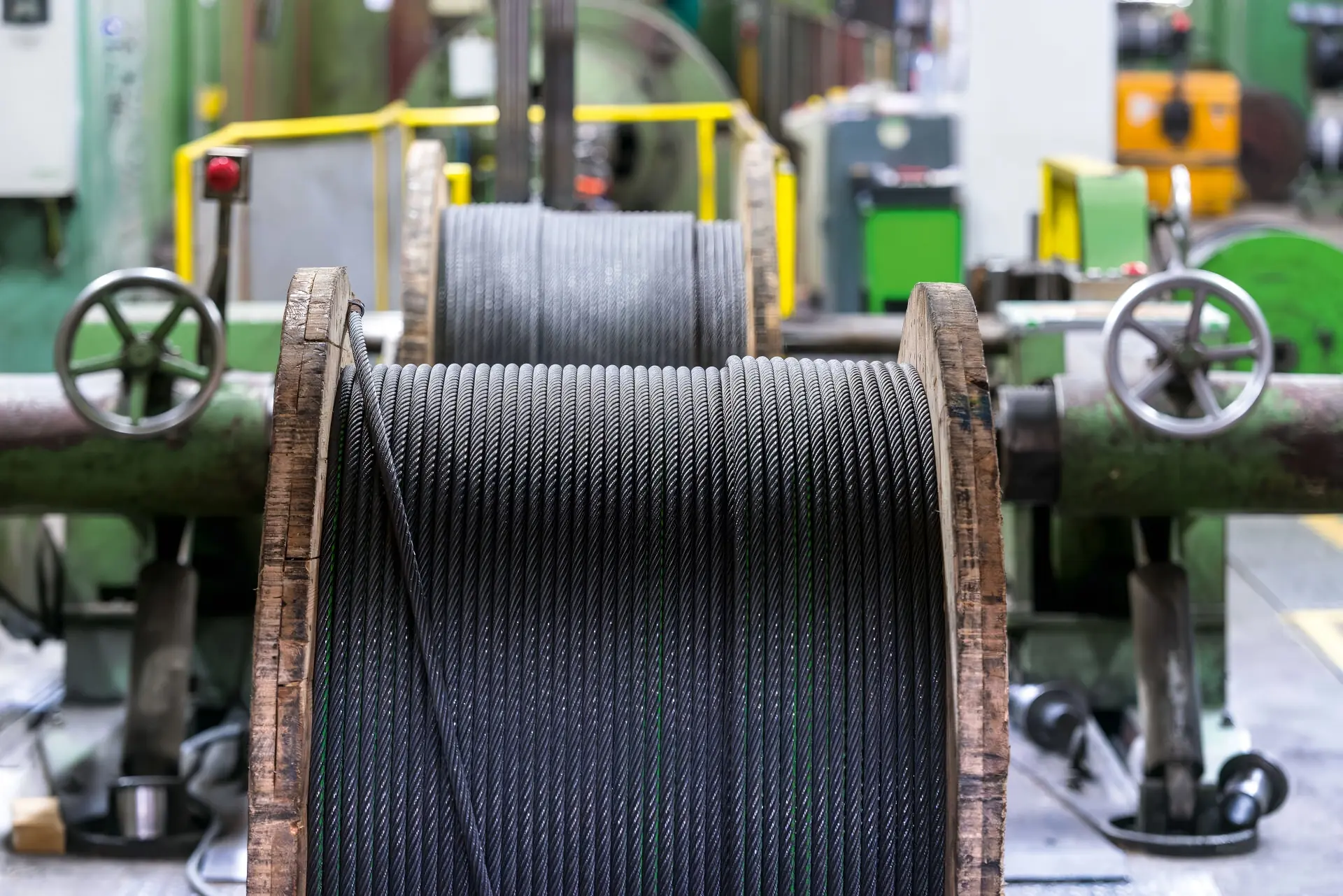
Both Crane Ropes and marine ropes employ a structure of twisting multiple thin steel wires into strands, and then winding these strands into a rope. This multi-stage helical structure is a common engineering foundation for both, and their similarities are reflected in:
Flexibility and Bending Fatigue Mitigation: The multi-stage structure significantly reduces the bending stress experienced by a single wire when passing through pulleys and drums. This is crucial for the high-frequency cyclic operation of crane ropes and the large-diameter-ratio winding of marine ropes on winches.
Load Redundancy and Progressive Failure: The multi-strand design provides excellent load redundancy. When internal or external wires fracture due to fretting wear or fatigue, the load can be effectively redistributed through adjacent components, preventing sudden, catastrophic failure and ensuring a **progressive failure** mode.
1.2. Core Function and Internal Support System
Both types of wire ropes must be equipped with a core to maintain structural integrity. The core's function is consistent in both applications:
Radial Support: The core provides radial support to the external strands, preventing excessive deformation or cross-sectional shrinkage of the rope under high tensile loads or compressive stresses.
Lubricant Storage: Whether it's a fiber core (FC) or an independent wire rope core (IWRC/WRC), it serves as a lubricant reservoir and delivery channel, crucial for reducing micro-movement wear between internal wires and resisting environmental corrosion.
1.3. High-Carbon Steel Base Material and Strength Grade Classification
The fundamental strength of a wire rope comes from its high-carbon steel base material. The cold drawing and prestressing processes during manufacturing ensure that the steel wire possesses extremely high tensile strength, typically reaching grades of 1770 N/mm², 1960 N/mm², or even 2160 N/mm². The strength grade classification and testing methods are standardized across industry standards, aiming to ensure that the ropes in both applications meet their **Minimum Breaking Force (MBF)** requirements.
II. Commonality in Dynamic Performance Metrics
The key mechanical indicators and analytical models used in the selection, design, and safety assessment of wire ropes exhibit high universality.
2.1. Minimum Breaking Force and Safety Factor Standard
Although the working loads differ, the design of both types of wire ropes must be based on the minimum breaking force (MBF). In engineering calculations, a strict Factor of Safety (FOS) must be applied, meaning the MBF must be significantly higher than the maximum working load limit (WLL). Determining the FOS requires consideration of impact loads, environmental risks, and cycle frequency, reflecting the designer's shared goal of controlling the probability of failure.
2.2. Cycle Life Considerations for Fatigue Resistance
Fatigue is the primary factor determining the lifespan of wire ropes. For crane ropes (high-frequency bending fatigue) and marine ropes (low-frequency high-strain fatigue), engineering design aims to maximize their fatigue life. This is typically achieved through the following common methods:
Optimization of the twisting structure: Employing structures filled with steel wires of varying diameters, such as Seale or Warrington twists, to ensure close contact between the wires and reduce stress concentration.
Lubricant compatibility: Selecting lubricants with high penetration and adhesion to mitigate fretting wear, thereby increasing the number of fatigue cycles.
2.3. Effective Modulus of Elasticity and System Dynamics
When performing complex system dynamics modeling (such as tensioning systems in marine engineering or crane load sway analysis), the **Effective Modulus of Elasticity** of the wire rope is a key input parameter. This modulus determines the elastic elongation and inherent vibration characteristics of the rope under load, and is crucial for controlling load accuracy and compensating for marine motion. Its value and testing methods maintain consistency within the industry.
III. Similarity in Standardization and Maintenance
To ensure product quality and operational safety throughout the global supply chain, both types of wire rope adhere to unified international standards in their lifecycle management.
3.1. Compliance with Internationally Acceptable Standards
The manufacture and testing of crane and marine wire ropes must strictly comply with globally recognized standards and specifications that establish a common quality baseline:
ISO 2408/EN 12385: These standards specify the structure, strength grades, manufacturing tolerances, and testing requirements for wire ropes.
Classification Societies and Inspection Bodies: Marine ropes require certification from classification societies such as DNV and ABS; crane ropes require compliance with national or regional safety regulations. However, these more stringent regulations are often extensions and supplements to general ISO standards.
3.2. Uniformity of Inspection and Disposal Criteria
The core of safe operation lies in the timely identification and replacement of failed ropes. The **Retirement Criteria** adopted for both applications are based on similar physical damage patterns:
**Broken Wire Count Limit:** Based on standards such as ISO 4309, the number of broken wires within a specified lay length or length is used to determine whether the rope is unusable.
**Diameter Reduction:** The percentage reduction in wire rope diameter due to wear, corrosion, or core failure reaches a limit.
**Structural Deformation:** Irreversible structural damage occurs in the rope, such as kinking, caging, or interstrand extrusion.
3.3. Corrosion Protection and Lubrication Maintenance Strategies
While marine ropes may lean more towards galvanized steel wire or stainless steel ropes, the basic corrosion protection strategy remains consistent—creating a physical barrier through external and internal lubricants. Lubrication maintenance is not only about reducing friction but also about resisting environmental erosion, which is crucial for extending fatigue life and ensuring reliability for both types of wire ropes operating in extreme environments.
Conclusion:
In summary, crane and marine wire ropes, as engineering components with high stress and high safety requirements, share a unified design philosophy and performance indicators. Their high degree of similarity in multi-structural design, high-strength material basis, strict control of dynamic performance (MBF, fatigue), and standardized inspection procedures collectively constitute the cornerstone of safety and reliability for modern industrial load-bearing systems.