







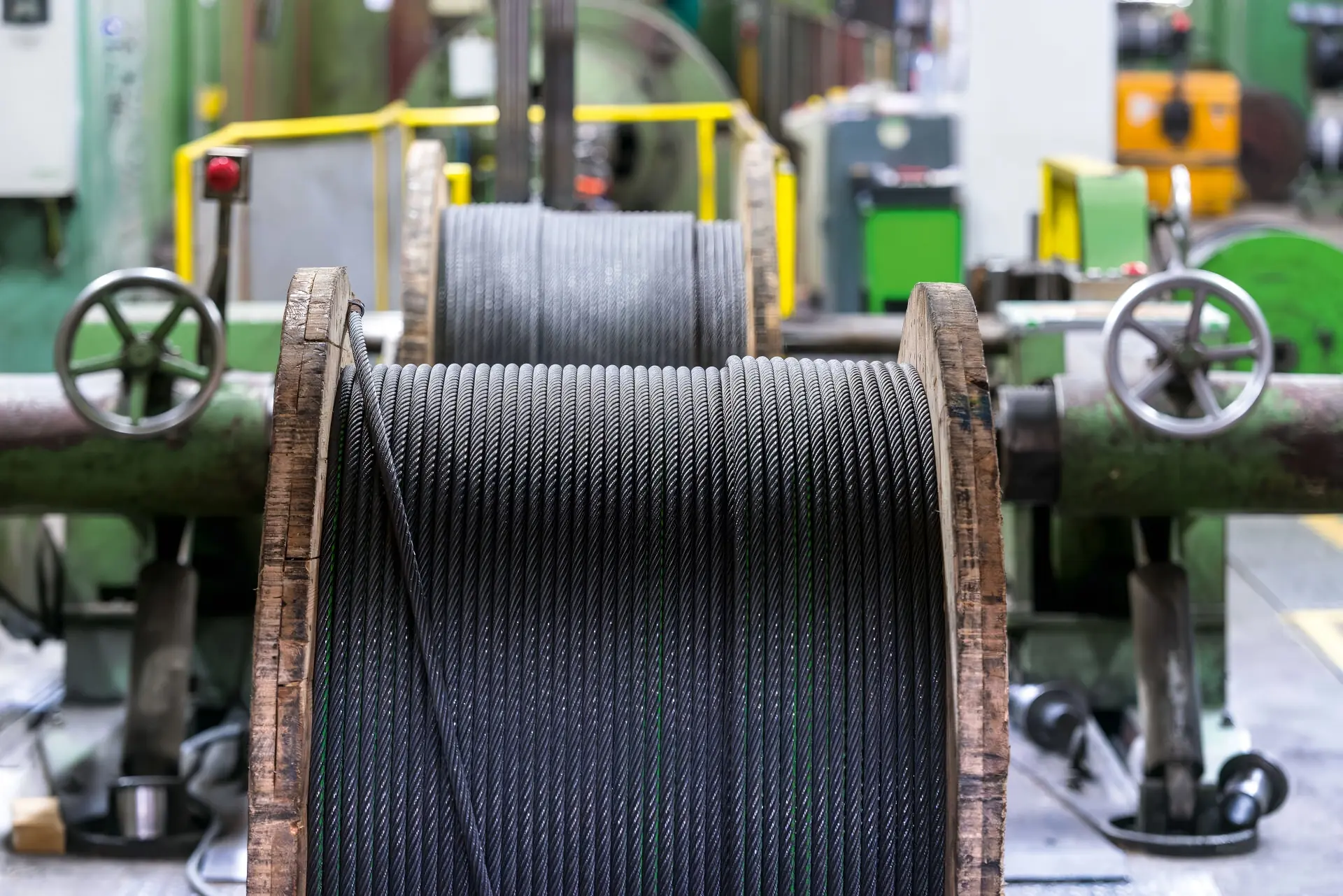






Drilling Wire Rope: The Decisive Impact of Material Selection on Performance and Service Life
Drilling operations, especially deep and ultra-deep well drilling, pose extreme challenges to tool materials. Among all drilling equipment, the Drilling Wire Rope, as the core connecting component between the hoisting system (such as the traveling block and hook) and the winch, is crucial for safety and reliability. The performance and service life of the drilling wire rope depend not only on its structural design but, more fundamentally, on its material selection, metallurgical quality, and heat treatment process.
This article will delve into the stringent requirements for material selection in drilling wire ropes from the perspectives of materials science and engineering mechanics, and their decisive impact on final performance and service life.
I. Stringent Requirements of Drilling Environment on Wire Rope Materials
Drilling wire ropes must withstand the coupled effects of multiple extreme loads and environmental factors during service, which directly defines the performance boundaries of the required materials:
1.1 High Strength and High Toughness:
The wire rope needs to withstand enormous hoisting loads (the weight of the tubing string), requiring materials with extremely high tensile strength. Meanwhile, to cope with frequent impact loads and bending fatigue, the material must maintain sufficient toughness and plasticity to prevent brittle fracture.
1.2 Bending Fatigue Resistance:
Wire ropes are periodically subjected to bending stress when passing through pulleys and winch drums. The fatigue limit of the material directly determines its service life.
1.3 Wear Resistance:
Friction between the wire rope and drums, pulleys, and rope grooves requires the material to possess excellent surface hardness and resistance to abrasive wear.
1.4 Environmental Corrosion Resistance:
Drilling mud and oil and gas field environments often contain corrosive media such as hydrogen sulfide (H2S), carbon dioxide (CO2), and chlorides (Cl-), which places demands on the **resistance to stress corrosion cracking (SCC) and hydrogen-induced cracking (HIC)** of the wire material.
II. Core Material Selection: High-Carbon Steel Wire and its Alloying
Currently, the main material for drilling wire ropes is high-carbon steel wire, whose performance is optimized through precise chemical composition control and heat treatment processes.
2.1 Chemical Composition Control of High-Carbon Steel Wire To meet high strength requirements, high-carbon steel (such as 65Mn, 70#, 82B, etc.) with a carbon content typically range of 0.5%-0.95% is selected for wire ropes. The roles of key alloying elements are as follows:
| | | |
| | | |
| | | |
| | | |
| | | |
2.2 Key Heat Treatment Processes: Lead Bath Quenching and Cold Drawing
The core processes for manufacturing high-strength steel wire are lead bath quenching and cold drawing.
Lead Bath Quenching: After heating the steel wire to its austenitizing temperature, it is rapidly cooled in a lead bath to obtain fine pearlite with a **sorbite structure**. This structure combines high strength and excellent plasticity and toughness, forming the basis for subsequent high-strength drawing.
Cold Drawing: The sorbite steel wire undergoes multiple passes of high-intensity drawing, resulting in significant work hardening. The grains are intensely deformed and elongated along the drawing direction, forming a fibrous structure. This process significantly improves the final tensile strength of the steel wire, but it also consumes some plasticity. Therefore, controlling the drawing process is crucial to determining fatigue life.
III. Material Selection and Protective Measures under Special Working Conditions
3.1 Material Selection for Corrosion-Resistant Wire Ropes For wire ropes used in offshore drilling or wells containing acidic gases, corrosion resistance must be considered:
Galvanized/Aluminized Steel Wire: Galvanizing or aluminizing the outer layer of high-carbon steel wire, through sacrificial anode protection, delays corrosion of the steel substrate and is an economical and commonly used anti-corrosion method.
Stainless Steel Wire Rope: For extremely harsh corrosive environments, such as deep sea and high-H2S gas environments, austenitic stainless steel (such as 316L) wire ropes can be selected. Although the strength of stainless steel is slightly lower than that of high-carbon steel wire of the same diameter, its excellent resistance to stress corrosion cracking can significantly improve service safety and lifespan.
3.2 Impact on the Service Life of Wire Ropes Incorrect material selection directly leads to a sharp reduction in service life:
Insufficient Strength:
Selecting materials with low strength will result in an insufficient working safety factor, making it prone to overload breakage.
Insufficient toughness:
Improper control of carbon content or drawing weight leads to reduced toughness of the steel wire, making it prone to brittle fatigue fracture under bending and impact loads.
Poor wear resistance:
Insufficient surface hardness of the steel wire results in severe wear, leading to a reduction in wire diameter, a rapid decrease in effective load-bearing area, and accelerated scrapping.
In summary, the selection of materials for drilling wire ropes is a highly specialized process, requiring a dynamic balance between extremely high tensile strength and sufficient fatigue and impact toughness. Only by precisely controlling the composition of high-carbon steel, implementing advanced lead bath quenching processes, and supplementing with necessary anti-corrosion treatments can the reliable operation of drilling wire ropes under complex working conditions be ensured, thereby guaranteeing the safety and efficiency of the entire drilling operation.