













The Path to Success: Engineering Selection and Performance Optimization of Tower Crane Wire Ropes in Modern Urban Construction
Driven by global urbanization and infrastructure investment, high-rise buildings and large-scale infrastructure projects are increasingly common. This has made the scientific selection and rigorous management of tower Crane Wire Ropes, the core of heavy-duty lifting, a key determinant of project safety and efficiency.

According to authoritative market analysis reports, the market demand for high-performance tower crane wire ropes has seen double-digit growth over the past five years. This phenomenon directly reflects the industry's urgent need for lifting safety, equipment reliability, and longer service life. As Dr. John S. Parker, a senior expert in the lifting equipment field, emphasized: "The correct selection of wire ropes is not only the foundation for improving crane operating efficiency, but also the primary barrier to eliminating on-site safety hazards." In the context of rapid industrialization, this commitment to quality, supported by the continuous investment of leading manufacturers (such as a well-known wire rope company in Shanghai) in materials science and manufacturing processes, requires all project stakeholders to closely follow the latest technical standards and engineering practices.
1. Structure and Function: Typological Analysis of Tower Crane Wire Ropes
The selection of modern tower crane wire rope types is based on their specific functions and stress characteristics on the crane.
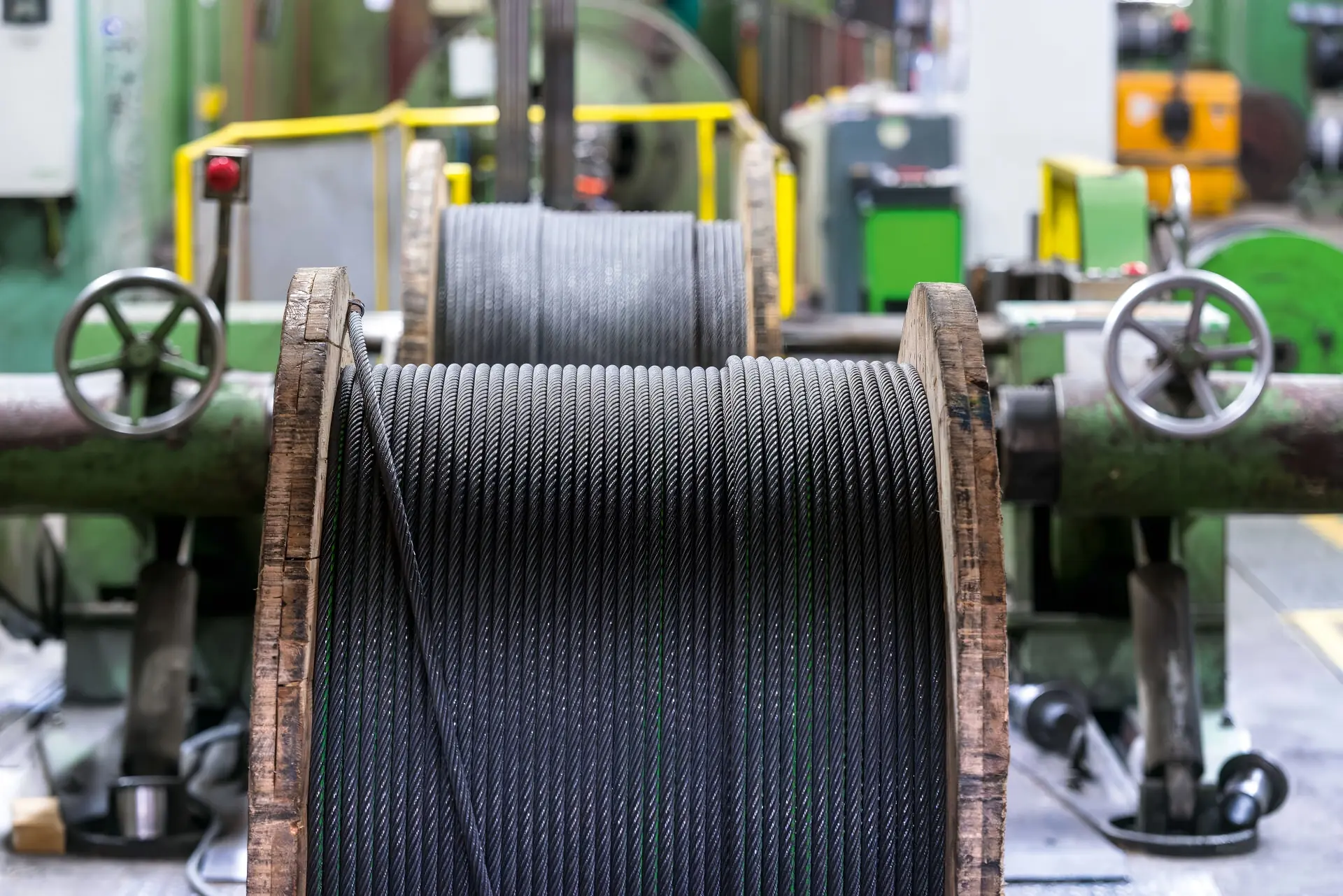
1.1 Non-Rotating Wire Ropes
Application Scenarios: Primarily used in main hoisting mechanisms, especially in high-rise building construction.
Technical Principle: These wire ropes employ a complex multi-layer structure (e.g., 18x7 or 35x7). The inner strands have opposite twist directions to the outer strands, thus counteracting torque. During high-altitude operations, this effectively prevents dangerous self-rotation of heavy objects and the hook device, ensuring vertical stability.
Performance Considerations: Despite excellent anti-rotation performance, its complex internal structure and high contact pressure between the wires may require higher maintenance standards in terms of fatigue resistance and wear resistance.
1.2 Compacted Wire Ropes
Application Scenarios: Suitable for heavy-load hoisting and multi-layer drum winding conditions.
Technical Advantages: Compacted strands, through mechanical pre-compression, result in a denser and smoother strand geometry. This brings two significant advantages:
(1) High fill factor: For the same diameter, a larger effective metal cross-sectional area leads to higher breaking strength.
(2) Superior compression resistance: Improves the wire rope's resistance to indentation and abrasion on the drum and adjacent strands during multi-layer winding.
1.3 The Decisive Role of the Core in Performance.
Independent wire rope (IWRC) is commonly used in tower crane wire ropes. Compared to traditional fiber cores (FC), the steel core provides stronger radial support to the outer strands, effectively resisting radial pressure generated during lifting and winding. This is crucial for ensuring rope geometric stability and improving compression and fatigue resistance.
2. Engineering Selection:
Key Parameters Affecting Tower Crane Wire Rope Performance Professional wire rope selection is a multi-dimensional engineering decision-making process that must go beyond simple strength considerations.
| | | |
| | | |
| | | |
| | | |
| | | |
3. Technology Comparison: The Trade-off Between Traditional Steel Wire Rope and High-Performance Synthetic Fiber Rope.
While steel wire rope remains the mainstream choice for tower cranes, synthetic fiber rope (such as HMPE rope) is gaining traction in certain auxiliary applications due to its superior lightweight and strength-to-weight ratio.
3.1 The Irreplaceability of Steel Wire Rope:
Steel wire rope possesses excellent heat resistance and cut resistance, can withstand the frictional heat generated by the crane drum braking system, and exhibits excellent stability under dynamic high-frequency loads.
3.2 Limitations of Synthetic Rope:
Although synthetic rope is extremely lightweight and non-rotating, its heat distortion temperature is low, making it susceptible to damage from drum frictional heat. Furthermore, its performance degrades significantly upon prolonged exposure to ultraviolet radiation and chemical reagents, making it currently difficult to replace the core role of the tower crane's main hoisting system.
4. Risk Management: Wire Rope Maintenance, Scrap, and Compliance. Professional wire rope management is crucial for continuous safety.
4.1 Preventive Maintenance
Lubrication: Regularly and correctly perform internal penetrating lubrication of the wire rope. Lubricant should not only reduce surface friction, but more importantly, penetrate the rope core to reduce fretting wear and internal corrosion between wires.
Inspection: Inspection should follow ISO 4309 standards, with a focus on key areas.
Broken Wire Count: Check if the number of broken wires exceeds the standard within a specific lay length.
Diameter Reduction: Check if the reduction in rope diameter relative to the nominal diameter exceeds the manufacturer's specified scrap threshold (usually 3%-6%). A sudden reduction in diameter often indicates core damage or internal strand breakage.
4.2 Scrap Standards and Safety Compliance
The operation and maintenance of all tower Crane Ropes must strictly comply with international or national standards, such as ASME B30.3 (Tower Crane Standard) and EN12385 (Wire Rope Manufacturing Standard). Once either scrap standard is met, the rope must be replaced immediately; avoid any complacency.
4.3 Rigging Terminals: Limitations of DIN 741 Wire Rope Clamps
Although wire rope clamps are used for auxiliary or non-critical connections, DIN 741 cast iron clamps are generally considered light-duty. In critical rigging connections involving main hoisting and paramount safety, engineering practice strongly mandates the use of heavy-duty rigging clamps conforming to EN13411-5 or US Federal Specification FF-C-450D (forged) standards, and strict adherence to the installation specification of "saddle on the main rope under load" to ensure connection efficiency reaches 80% or higher of the rope breaking strength.
Conclusion:
In today's pursuit of building height and efficiency, the selection of tower crane wire ropes is no longer a simple procurement process, but a comprehensive engineering decision based on structural mechanics, materials science, and risk management. From selecting torque-resistant RR structures to implementing stringent ISO end-of-life guidelines, every step determines whether a project can successfully shape the future urban skyline while ensuring safety and efficiency.