













Wire Rope Safety Service Guide: When Should It Be Scrapped?
In heavy industrial sectors such as construction, mining, shipping, and modern manufacturing, wire ropes are considered the "lifeline" supporting operational safety. While their multi-strand twisted structure provides excellent load-bearing capacity and flexibility, their physical properties degrade irreversibly due to their dynamic stress environment.
Accurately determining when to scrap a wire rope is not only a core means of preventing safety accidents but also a necessary decision for improving operational efficiency.
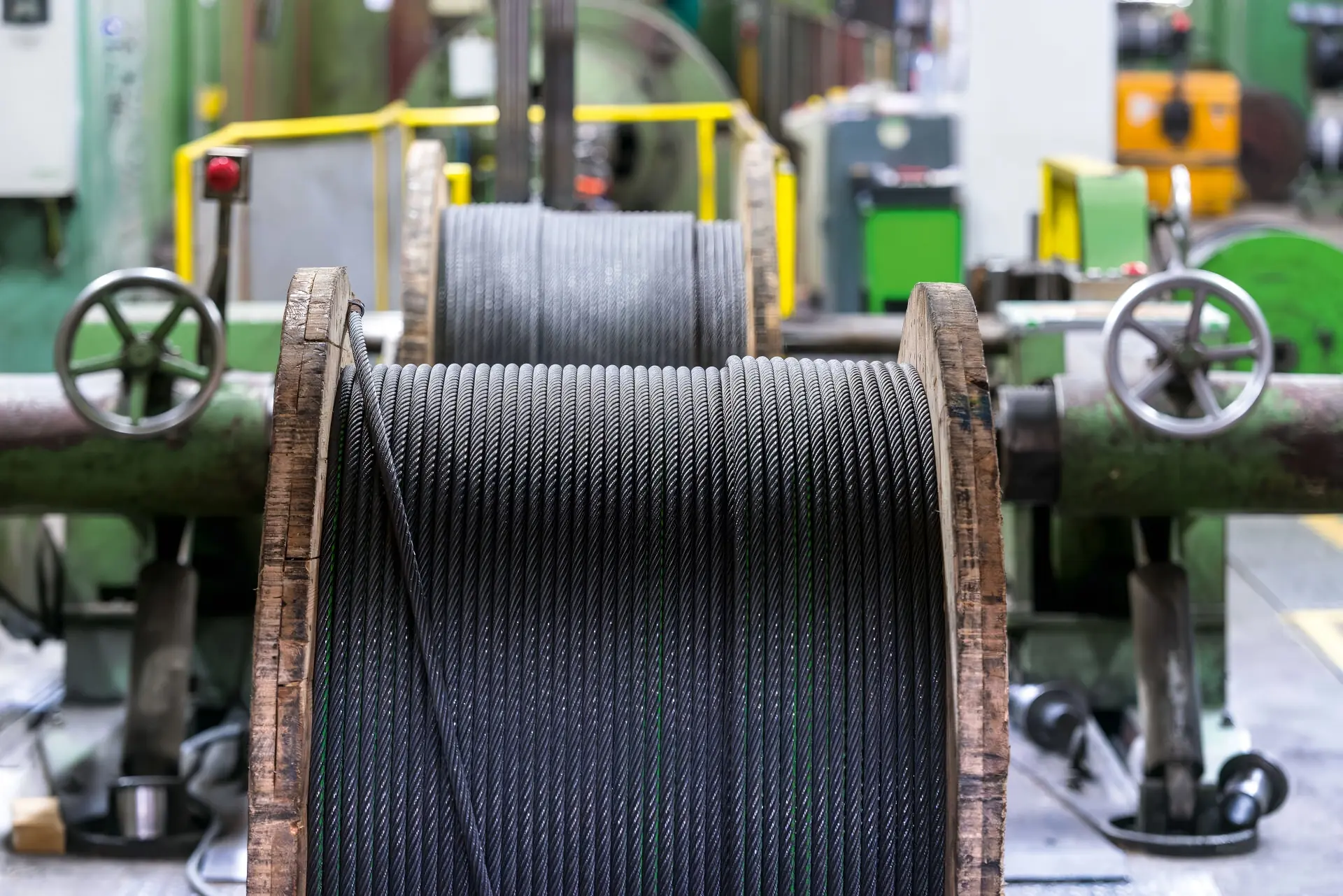
I. The Construction Logic of Wire Ropes Before discussing scrapping standards, it's essential to understand their design intent. Wire ropes are typically made by winding high-strength steel wires into strands, which are then spirally wound around a central core.
Core Function: Maintains the rope's shape and supports internal loads.
Material Differences:Stainless steel ropes prioritize resistance to oxidation and chemical corrosion in extreme environments; while Galvanized Steel Wire Ropes or carbon steel ropes, with their extreme mechanical strength, are the preferred choice for heavy lifting equipment.
II. Signs of Wear and Tear: Seven Danger Signals That Require Immediate Discontinuation
When the following conditions are observed in a wire rope during routine inspections, the scrapping procedure must be initiated immediately:
1. Critical Wire Breakage
Wire breakage is the most direct manifestation of fatigue damage. A single, occasional wire breakage may not be immediately fatal, but if broken wires appear in clusters within **one lay length**, or the number exceeds the industry-specified safety threshold (e.g., 6 or more broken wires within one lay length in a 6-strand wire rope), it means that the area has lost its load-bearing capacity, and the risk of breakage has increased dramatically.
2. Geometric Deformation and Irregularities
Any visible change in shape indicates a collapse in structural balance.
Birdcage-like: The strands are twisted and expanded outwards due to impact.
Twisting: The rope is subjected to sharp bends and compression, leading to high localized stress concentration.
Extrusion: The inner core of the rope is compressed and detached from the gaps.
3. Significant Diameter Loss
Long-term friction will cause the outer steel wires to gradually wear down.
Warning line: Once the measured diameter of the wire rope decreases by more than 7% - 10% compared to the initial nominal diameter, it must be taken out of service even if there are no broken wires on the surface. This reduction is usually accompanied by a loss of internal support.
4. Corrosion and Pitting
Chemical degradation is more insidious than mechanical wear. For wire ropes operating in humid or acidic/alkaline environments for extended periods, obvious rust buildup, pitted peeling, or discoloration on the surface indicates damage to their internal microstructure. Corrosion significantly reduces the brittle fracture limit of the material.
5. Flattening and Crushing Damage
This often occurs when multi-layer drums are improperly wound. Flattened areas cannot run smoothly on pulleys, and the resulting frictional heat and structural misalignment can cause inconspicuous inner strand breakage.
6. Extreme Thermal Effects
If the wire rope has been exposed to welding spatter, arc strikes, or abnormally high temperatures, its metallic lattice will change (manifesting as bluing or annealing). Wire ropes damaged by heat are highly susceptible to sudden brittle fracture due to changes in hardness.
7. Core Failure
Once the core fails or collapses, the outer strands lose support, leading to a sudden reduction in the overall rope diameter or severely uneven tension distribution.
III. Engineering Practices for Extending Service Life
To maximize asset utilization while ensuring safety, the following maintenance practices are recommended:
Refined Lubrication: Select specialized lubricants compatible with the environment. This not only reduces friction but also penetrates the rope core to prevent internal oxidation.
Load Management: Overloading is strictly prohibited, especially frequent impact loads (i.e., "sudden starts and stops").
Life Cycle Monitoring: Establish inspection logs and predict aging trends by comparing diameter measurement data at different times.
IV. Conclusion: Safety Over Maintenance
The cost of timely disposal of damaged wire ropes is far lower than the consequences of a catastrophic accident. Adhering to the principle of "stopping immediately upon suspecting damage" is an unshakeable safety rule in industrial production.